

锻打进口S40C/5CrNiMo各种尺寸
| 产品特性:保探伤 | 材料材质:合金钢 | 类型:自由锻 |
| 材料原始形态:棒料 | 变形温度:热锻 | 重量:10吨kg |
| 后续深加工:有 | 表面处理:其他 | 打样周期:4-7天 |
| 加工周期:16天及以上 | 加工贸易形式:来图加工 |
锻打进口S40C/5CrNiMo各种尺寸
进口S40C/5CrNiMo各种尺寸
保探伤、保性能、车光、调质发货
材质 规格 产地 吨位 F5
120 莱钢 25.841 F5
130 莱钢
19.01 F5
150 莱钢
8.78 F5
160 莱钢
31.5 F5
180 莱钢
30.158 F5
200 莱钢
4 F5
500 莱钢
49.865 15GrMo/F11
50 莱钢
7.358 15GrMo/F11
65 莱钢
4.62 15GrMo/F11
75 莱钢
9.025 15GrMo/F11
80 莱钢
4.13 15GrMo/F11 85 莱钢
4.01 15GrMo/F11
95 莱钢
6.22 15GrMo/F11
100 莱钢
7.85 15GrMo/F11
105 莱钢
13.6 15GrMo/F11
110 莱钢
24.5 15GrMo/F11
115 莱钢
14.779 15GrMo/F11
120 莱钢
5.78
修理手机时,打开机壳需要用螺丝刀(有的手机外壳是暗扣型的不用螺丝刀)。而采用螺丝的大多用内六角螺丝钉;不同的手机有不同的规格,一般有TTTT8等几种,有些机型还装有特殊的螺丝钉,需要用专用的螺丝刀。另外还需要准备一些小一字起、小梅花螺丝刀。在选配这类工具时,可应选用B套批的,它几乎包括了所有手机的开壳工具。在打开机壳时,要根据机壳上固定螺丝钉的种类和规格选用合适的螺丝刀。如果选用不适当,就可能把螺丝钉的槽拧平,产生打滑的现象。
1./5CrNiMo原材料采用精炼真空脱气圆钢;
2.进口S40C/5CrNiMo锻造工艺三镦三拔,锻造比大于1:5;
3.进口S40C/5CrNiMo锻后及时执行正火/回火/退火,消除锻造应力,细化晶粒;
4.进口S40C/5CrNiMo按图纸要求粗车,进行超声波探伤;
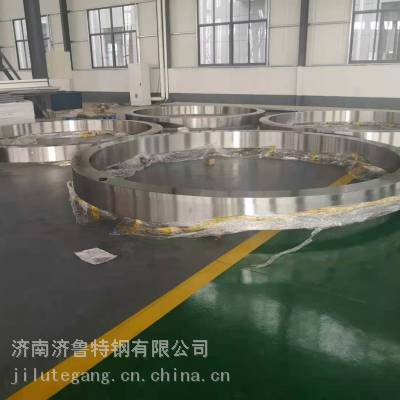
铁匠/锻造之乡---济南济鲁特钢有限公司是一所集生产、销售为一体的综合型特钢公司,公司位于锻造基地山东省济南章丘市,是国内大型锻造圆钢、锻件、锻材的公司。 欢迎致电:刘15064059986 公司主要生产设备有20吨、50吨电弧炉,VD炉,电渣重熔炉,5吨、10吨电液锤、16MN,60MN快锻机组.年生产能力50万吨。主要生产品种有碳素钢、合结钢、碳工钢、模具钢、轴承钢、轧辊钢、不锈钢等九大系列优特钢锻件、锻圆、锻轴、锻环等产品。 产品规格:一、锻圆,直径80-1200,长度22米,单支重量60吨以内; 二、锻轴,轴身直径1600长度12米,单件重量60吨以内; 三、锻环,外径4500高度1.2米,单件重量30吨以内; 四、也可来图纸订做其他锻件。 产品表面质量及尺寸公差 锻造比:≥4:1;直线度:≤3mm/1000mm 粗车直径公差:-0/ 3mm;黑皮直径公差:-0/ 5mm 表面交货状态:锻造黑皮/退火磨光/粗加工车削;表面光洁度执行GB/T1031-2009标准 表面粗糙度执行GB/T1031-1995标准 我们生产的锻造圆钢、锻件、方钢等全部都是按EAF LF VD的生产工艺,每一支材料都是经过严格探伤的,无论您是要一支还是100吨我们都会提供证书及探伤报告的。 热处理:公司现有各类热处理设备8台,锻造工件的退火、正火.
不锈钢内六角螺钉主要用于:环保设备、设备、通讯设备、电力设施、电子产品、食品机械、石油化工、船舶装配、泵阀管道、建筑幕墙、露天场合等。选材原则不锈钢螺丝选材原则:不锈钢材料的选择主要从以下五方面来考虑。对不锈钢螺丝材料在机械性能方面,特别是强度方面的要求;工况条件对材料的抗腐蚀性能方面的要求;工作温度对材料的耐热性能(高温强度、抗氧化性能)方面的要求;生产工艺方面对材料加工性能方面的要求;其它方面,重量、价格、采购诸因素都要考虑。
使用油浴式的润滑系统,如果油温在6℃(14°F)以下,且润滑油没有受到污染,则一年更换一次润滑油即可。如果油温在6-1℃(14-21°F),则一年需要更换四次润滑油。如果油温在1-12℃(21-25°F),则每月需要更换一次润滑油。如果油温在12℃(25°F)以上,则每周需要更换一次润滑油。正确的安装和保养是SKF轴承正常运行的重要因素,同时,必须注意保持轴承的清洁度。轴承必须防止受到污染物及湿气的污染,必须有正确的安装和润滑。