价 格
订货量
面议
价格为商家提供的参考价,请通过"获取最低报价"
获得您最满意的心理价位~
不限
| 产品特性:保探伤 | 材料材质:合金钢 | 类型:自由锻 |
| 材料原始形态:棒料 | 变形温度:热锻 | 重量:5吨kg |
| 后续深加工:有 | 表面处理:其他 | 打样周期:4-7天 |
| 加工周期:16天及以上 | 加工贸易形式:来图加工 |
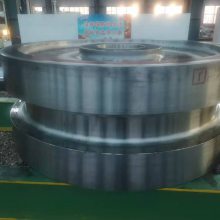
自由锻造机械零件20CrNiMo齿轮锻打件热处理报价多少
20CrNiMo齿轮锻打件热处理报价多少
保探伤、保性能、车光、调质发货
材质 规格 产地 吨位 F5
120 莱钢 25.841 F5
130 莱钢
19.01 F5
150 莱钢
8.78 F5
160 莱钢
31.5 F5
180 莱钢
30.158 F5
200 莱钢
4 F5
500 莱钢
49.865 15GrMo/F11
50 莱钢
7.358 15GrMo/F11
65 莱钢
4.62 15GrMo/F11
75 莱钢
9.025 15GrMo/F11
80 莱钢
4.13 15GrMo/F11 85 莱钢
4.01 15GrMo/F11
95 莱钢
6.22 15GrMo/F11
100 莱钢
7.85 15GrMo/F11
105 莱钢
13.6 15GrMo/F11
110 莱钢
24.5 15GrMo/F11
115 莱钢
14.779 15GrMo/F11
120 莱钢
5.78
另外,测量穿过滤网和熔体泵的压力对于***生产的安全性以及优化设备的性能也是十分重要的。如果熔体流入模具时受阻,滤网下面的传感器将发出警报提示操作者。当滤网上游的传感器发出警报时,表明挤出机内部压力过高,可能会对螺杆产生过度的磨损。对于应用熔体泵的生产商而言,需要测量熔体的进口压力和出口压力,以确保熔体能够连续地流入到模具中,因为任何阻碍作用都可能导致熔体泵受损。在挤出生产线上装配的高温熔体压力传感器可以是仅测量一个点压力的单个传感器,也可以是一系列用以测量整个生产线的传感器。
1.锻打件原材料采用精炼真空脱气圆钢;
2.20CrNiMo齿轮锻打件锻造工艺三镦三拔,锻造比大于1:5;
3.20CrNiMo齿轮锻打件锻后及时执行正火/回火/退火,消除锻造应力,细化晶粒;
4.20CrNiMo齿轮锻打件按图纸要求粗车,进行超声波探伤;
产品规格:锻材Φ80-Φ1200mm,方钢80-1200mm。 长度:3-16米,或者按客户要求提供定尺交货。 锻造比:≥4:1, 直线度:≤3mm/1000mm 晶粒度:≥6级 H:≤2.0ppm 非金属夹杂:粗系值≤2.0 细系值≤2.0 直径公差: -0/ 3mm 表面交货状态:黑皮/磨光/车削 探伤标准:按GB/T 6402 保一级/二级/三级。亦可按出口标准:SEP1921 CLASS C/C,D/D,E/E。 生产工艺: EAF电弧炉 LF精炼 VD真空脱气炉(喂Ca-Si线) 钢锭(底浇注/保护) 锻造 退火 黑皮(车削) 探伤 两端锯齐 热处理:正火/退火 淬火/回火。 亦可按客户需求提供所需要的交货状态。 材质可订做国标 非标钢种LF VD保探伤金相等工艺 满足客户要求。 交货状态:大功率电炉(EAF) 炉外精炼(LF) 真空脱气(VD) 电渣重熔(客户要求) 快锻 退火(或正火) 车削(客户要求)”工艺;
交接箱的安装有架空式、落地式、交接间式等几种主要形式。架空式交接箱的安装具备下列条件时可安装架空交接箱:接入交接箱的配线电缆为架空方式;郊区、工矿区等建筑物***的地区;不具备安装落地式交接箱的条件。架空交接箱的安装步骤如下:立H杆安装上杆脚钉等附件安装工作平台安装交接箱箱体穿放成端电缆埋上杆铁管制作箱外气塞剩余操作和落地式交接箱操作相关部分相同2.落地式交接箱的安装具备下列条件可安装落地式交接箱:进入交接箱主干电缆在6对、交接箱容量在12对以上;地理条件安全平整,环境相对稳定;有建手孔与交接箱基座的条件,并且能与人孔沟通;接入交接箱的主干电缆和配线电缆为管道式或直埋式。
以低于回火温度25℃的温度进行应力消除,在抛光前使用最细的砂号进行研磨,直到达到满意的效果,***以较轻的力度进行抛光。工件表面点蚀形成的原因由于在钢材中有些非金属的杂质,通常是硬而脆的氧化物,在抛光过程中从钢材表面被拉出,形成微坑或点蚀,产生点蚀的主要因素有以下几点:抛光的压力过大,抛光时间过长。钢材的纯净度不够,硬性杂质的含量高。模具表面生锈。黑皮料未清除。消除工件点蚀的措施小心地将表面重新研磨,砂粒粒度比先前所使用的粒度略粗一级,采用软质及削锐的油石进行***步骤的研磨才再进行抛光程序。